2020-04-08

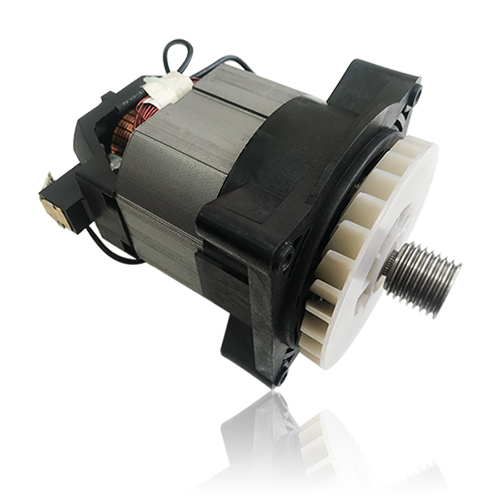
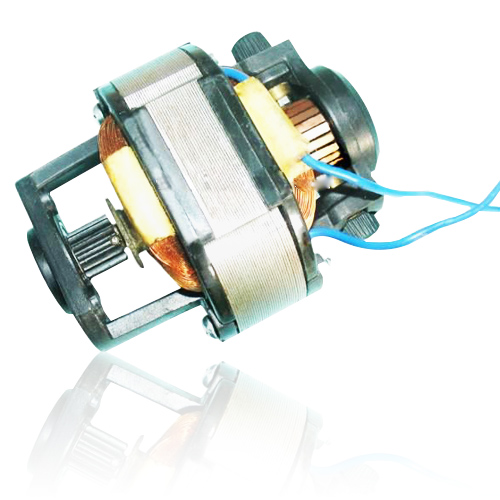
铝壳微电机就是用压铸铝的外壳替换传统的铸铁外壳的电动机。由于铝材的延展性能好、比重小。铝壳电机具有外形美观、体积小、重量轻、结构简单、维修方便、生产过程比较环保、生产效率高,便于运输等优点,从而深受用户的欢迎。
由于其一铝壳加工工艺要求高,机壳、端盖的同心度差:其二铝壳不导磁场,电动机额部磁路相对比铁壳电动机饱和, 电磁力波相对较大:这两个特点造成铝壳电动机的噪声较大,给生产和制造高质量的产品加大了工艺难度。
铝壳电机噪声分析流程
根据电机噪声产生的不同方式,大致可把其噪声分为三大类:电磁噪声、机械噪声、空气动力噪声 。
1、电磁噪声的产生与控制
电机气隙中的磁场脉动引起定子、转子和整个电机结构振动而产生的一种低频噪声为电磁噪声。从磁场影响的角度看,电磁噪声主要是由磁场力波和磁通分配的不对称引起的。
(1)定、转子的偏心,或磁路的不对称,将引起磁通分配不对称而出现一边受力大,一边受力小的现象,进而产生电磁噪声。因此,在设计或加工时,定、转子圆度一定要达到要求,磁路一定要对称、均匀。铝壳电动机的端盖加工精度、定子铁心压铸到机座的装配,关系到定、转子的同轴度,其精度要求对铝壳电动机十分重要。
(2)定、转子绕组中存在着基波磁势和各次谐波磁势,它们相互作用可产生一系列的力波。基波磁场的频率较低,影响不显著;谐波磁场产生的力波所引起的噪声与该力波的幅值大小及次数有关。在工艺上选择合适的定、转子槽配合,并采用斜槽的方法以避免产生较低次的力波。
针对电磁噪声的原因,可采用下列方法降低铝壳电动机的电磁噪声:
(1)选择合适的槽配合,避免出现低次力波,采用转子斜槽,斜一个定子槽距;
(2)选择适当的气隙磁密,不应太高,但过低又会影响材料的利用率,定、转子磁路需对称、均匀,迭压紧密;
(3)尽量采用正弦绕组,减少谐波成分,注意避开定、转子的共振频繁。
(4)定、转子加工与装配应注意它们的圆度和同轴度,尽可能地使用热套或用定子先压装后车机座端止口的工艺,可采用机座与端盖连体的结构,更好地保证同轴度,减少定、转子偏心;
2、机械噪声的产生和控制
电机运转部分的摩擦、撞击、不平衡以及结构共振会产生机械噪声。铝壳电动机的机械噪声相对较大,通常约占10%-15%。机械噪声包括轴承噪声、因转子不平衡而产生的噪声以及装配偏心而引起的噪声等。轴承噪声产生的噪声值与滚珠、内外圈沟槽的尺寸精度、表面粗糙度及形位公差等有很大关系。降低轴承噪声可采取下列方法:
(1)装配时应有严格的退磁清洗工序,洗去油污与铁屑;
(2)采用密封轴承,防止杂物进入;轴承外圈与轴承室的配合以及内圈与轴的配合不宜太紧;
(3)为消除转子的轴向间隙,必须对轴承施加适当的压力;合理配置密封的弹性垫圈,适当加润滑剂减少摩擦;
(4)对于噪声要求特别的电机,宜选用低噪声轴承;当负载不太大时,可采用含油滑动轴承,它比同尺寸滚动轴承的噪声有时可低10dB。
另外,做好转子和风扇的动平衡也是减少机械噪声的一个重要手段。